



 產品分類
產品分類
新聞資訊
金屬氫脆是怎么回事? 由氫原子引起的金屬脆化問題常有所聞,屢見不鮮。氫脆是一個十分嚴重的問題, 它會使材料的結構發生變化,并導致機械性能急劇下降。盡管首次相關報道源于百余年前(1875年),又歷經了幾十年的深入研究,但氫脆仍然存在著許多不確定性,尤其是機械緊固件領域應提高風險意識。難以檢測:氫脆導致的緊固件失效具有延遲性。斷裂不會在緊固件安裝之后立即發生,而是在數小時,數天甚至數周后發生, 因為這種失效性,所以要在過程監控或者持續的質量檢查中檢測出氫脆幾乎是不可能的。
危害嚴重:經常會出現產品安裝后或裝運后發生氫脆的事件,這就使眾多公司不得不支付巨額資金召回產品,也損害了品牌形象。氫脆問題隨時可能發生,因此被稱之為無形殺手!
一氫脆是什么?
氫脆是指由于過量的氫原子進入金屬基體后 ,在應力作用下 ( 很可能是在材料的屈服強度以下 , 甚至是在正常的設計強度內 ) , 引起金屬韌性或承載能力的降低 , 從而發生斷裂( 通常是亞微觀的斷裂 ) 或者突然脆性失效。
過量的氫可能是該零件使用前就存在, 也可能是使用中從含氫介質環境中滲入的,如:熔煉、酸洗、電鍍、熱處理、焊接等工藝過程, 前者稱為內部氫脆(Internal Hydrogen Embrittlement, IHE),后者稱為環境氫脆(External Hydrogen Embrittlement, EHE)。
環境氫脆與內部氫脆的一個顯著不同點就是氫的來源不同。內部氫脆只需要把晶格內的氫原子通過擴散輸送到裂紋前端, 而環境氫脆則需把環境介質中的氫通過物理吸附、化學吸附、氫分子的分解、氫原子的溶解以及氫在晶格中的擴散等復雜過程, 才能達到裂紋前端, 而使金屬脆化, 這樣將在很大程度上影響氫脆的機構及裂紋的擴展速度。
國內外對材料的氫脆現象進行了大量研究,認為金屬的氫脆可歸納為以下5種機制:
1.表面吸附能理論
Petch和Stables等人提出的表面吸附理論指出:當固體材料吸附某些表面活性物質后, 由于降低表面能而導致材料的塑性降低。他們把氫也看作表面活性物質, 降低裂紋的表面能, 因而使金屬材料脆化,如圖 1所示。Barnett和Troiano在解釋β型欽合金的氫脆時也提出了相同的觀點。
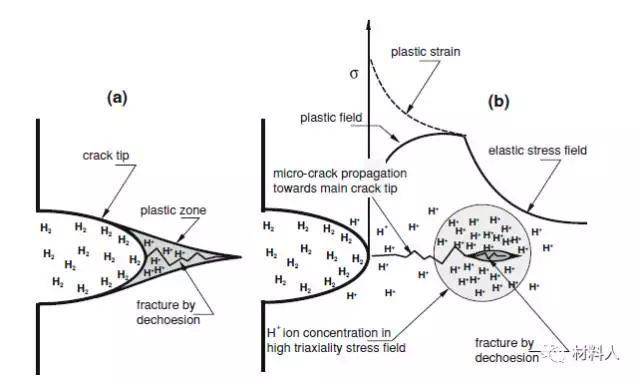
圖 1 a)H在裂尖前富集,產生裂紋并擴展;
b)H吸附在微裂紋表面,
2.位錯交互作用
這一理論首先由T.T.Boniszcwshi 提出,用來解釋鎳的可逆性氫脆, 其要點如下:當溫度低于臨界溫度T0, 含氫合金在形變過程中可能形成柯垂耳氣團, 如形變速度較小, 而溫度又不太低, 則氫原子的運動速度與位錯運動速度是相適應的, 也就是說柯垂耳氣團伴隨位錯運動, 而又落后一定距離, 它必然對位錯起“ 釘扎” 作用, 使它不能自由運動, 這就產生局部加工硬化。塑性變形所以能實現, 主要是由于在外力的作用下不斷產生新的位錯, 這些新的位錯同樣被氫原子長滿而形成新的氫氣團。在外力的作用下移動著的位錯及氫氣團當運動至晶界或其它障礙物時, 即產生位錯的堆積, 同時必然造成氫在晶界附近的富集。如應力足夠大, 則在位錯堆積的端部形成較大的應力集中, 從而形成裂紋, 富集的氫原子不僅使裂紋容易形成, 而且使裂紋容易擴展, 最后造成脆性斷裂。
3.氫化物氫脆
氫化物氫脆認為是由于合金與環境中的氫氣發生化學反應, 使合金變成粉末狀氫化物而失去原有的強度、剛度等機械性能。如在室溫時,氫在α鈦及鈮合金中溶解度較小, 鈦與氫有較大的化學親和力, 因此α鈦與氫極易生成氫化鈦脆性相,在外力作用下往往成為斷裂源,從而導致脆性斷裂。
4.高壓氫氣理論
認為氫蝕的脆化機構是由于高溫高壓下的氫與鋼中的碳作用而生成甲烷氣泡所致。甲烷氣泡的成核一般在夾雜物上。氫蝕潛伏期的結束也即變脆的開始必須使甲烷氣泡達到相當高的密度才能產生, 而且這些氣泡必須分布在晶界上才能使鋼材脆化,如圖 2所示。
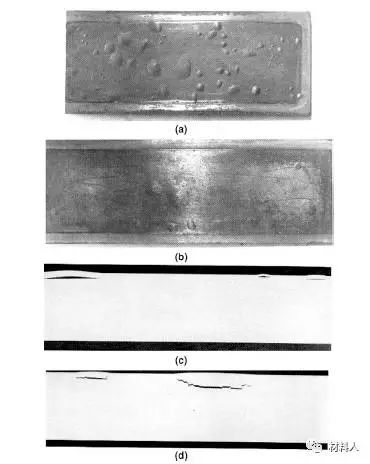
圖 2 兩平板試件發生氫蝕現象:a)b)俯視圖;
c)d)橫截面圖
5.陰極吸氫理論
Latanision 等認為由于硫、磷、砷、銻、錫、鉍等雜質元素會阻礙氫原子重新組合形成氫氣,如圖 3所示。從而,氫原子能沿著銻、錫沉積路徑自由進入金屬基體,使得晶界變脆。
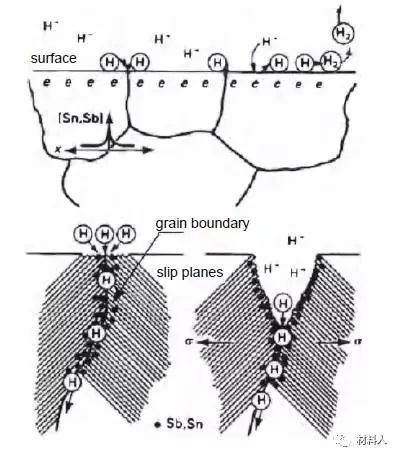
圖 3 由于銻、錫導致的沿晶陰極吸氫
氫脆主要有以下兩種檢測方法:預載荷試驗平行支承面法和硅油檢測法。
1.預載荷試驗平面支承面法
預載荷試驗應在適當的試驗夾具上進行。緊固件承受的應力應在其屈服點以內 ,或者處在破壞扭矩的范圍內。該應力或扭矩應至少保持 48h以上。每隔 24h應將緊固件再擰緊到初始應力或扭矩 , 同時檢查緊固件是否因氫脆已發生破壞。該試驗主要用于緊固件 , 其它零件亦可參考使用 , 具體方法見 GB/T 3098.17-2000 《緊固件機械性能檢查氫脆用預載荷試驗平行支承面法》。
2.硅油檢測法
用 200#硅油加熱到 200 ℃±10 ℃恒溫 ,慢慢將試樣置入有硅油的容器中 ,5 分鐘后檢查 , 若無連續氣泡產生 , 則視為合格。亦有資料建議采取石蠟 (180 ℃±10 ℃ )或凡士林 (120 ℃±10 ℃ )替代硅油進行檢查。
生產中為防止氫脆的發生可控制氫的含量并減小或消除拉應力。對于內氫在冶煉時采用真空處理或真空冶煉, 焊接時采用低氫焊條, 酸洗和電鍍時選用緩蝕劑以降低氫含量, 對合金結構鋼鍛件的冷卻要緩慢, 防止氫致開裂的“白點” , 合金結構鋼焊接時采用焊前預熱、焊后烘烤以利于排氫。對于外氫則盡量避開包含有氫氣的氣體、能分解而生成氫原子或分子的水溶液和碳氫化合物等。應從結構設計、制造加工方面考慮, 減少拉應力加上消除應力的熱處理或采用噴丸處理使表面產生殘余壓應力, 均可有效地降低或抑制氫脆的發生。